The Ubiquitous Need for Containment
From the moment we pour a glass of milk in the morning to the medicine we take before bed, liquids are an indispensable part of human life. Ensuring these liquids—beverages, pharmaceuticals, chemicals, and cosmetics—are delivered safely, hygienically, and efficiently to the consumer is a monumental task. This is where the Liquid Packaging Machine enters the stage, an unsung hero of modern manufacturing that makes our daily convenience possible.
The Challenge of Fluid Dynamics
Unlike solids, liquids present unique challenges for packaging. They conform to the shape of their container, they can splash, foam, change viscosity with temperature, and they must be filled to an exact volume to satisfy regulatory and commercial requirements. Manual filling methods are slow, prone to inconsistency, and highly susceptible to contamination. The rise of mass production necessitated a sophisticated, automated solution.
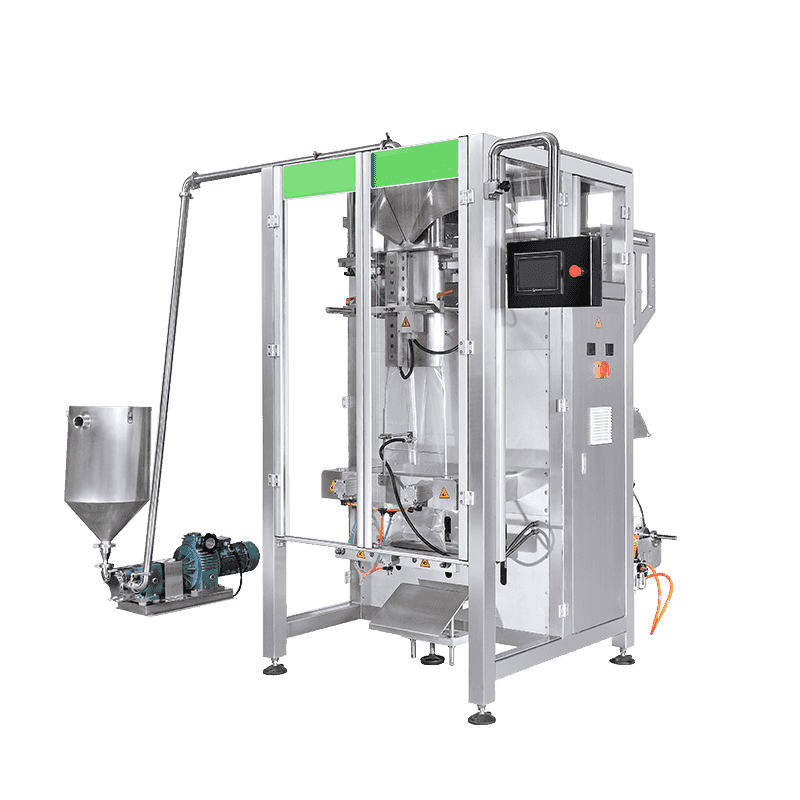
Anatomy of Automation: What a Liquid Packaging Machine Does
A Liquid Packaging Machine is an integrated system designed to perform a series of high-speed, precision tasks: container feeding, sterilizing, filling, capping, and sealing. While various models exist—from form-fill-seal machines that create the bag from a roll of film, to rotary fillers for bottles—they all share the same core function: translating a bulk liquid product into consumer-ready packages.
Filling Technology: Precision in Motion
The heart of the machine is the filling system, which varies based on the liquid's properties:
-
Volumetric Fillers: These dispense a fixed, measured volume of liquid. This is ideal for products with consistent viscosity, like water, juices, or cleaning solutions. They often use pistons or timed gravity flow.
-
Level Fillers: These fill containers to a specific height, regardless of minor variations in the container's volume. This is common for visually appealing products, such as wine or spirits, where a uniform fill line across all bottles is aesthetically important.
-
Weight Fillers (Net-Weight Fillers): The most accurate method, this system fills containers until a precise target weight is achieved. This is crucial for high-value liquids, like specialized chemicals or pharmaceuticals, where the cost of the product demands minimal giveaway.
Sealing and Sanitation: Locking in Freshness and Safety
Once filled, the container must be sealed instantly to prevent spillage and maintain product integrity. This can involve screw-capping bottles, heat-sealing flexible pouches, or crimping aluminum cans. For sensitive products, such as dairy or aseptic beverages, the machine operates in a sterile environment, utilizing processes like Ultra-High Temperature (UHT) sterilization and clean-in-place (CIP) systems to eliminate bacteria and extend shelf life without refrigeration.
Impact and Innovation: The Machine's Global Footprint
The efficiency of the Liquid Packaging Machine is staggering. Modern lines can package hundreds of units per minute, dramatically lowering production costs and making essential goods more accessible globally.
Sustainability and the Future of Filling
Today, innovation in liquid packaging is heavily focused on sustainability. Machines are being adapted to handle lighter-weight plastics, compostable films, and recycled materials. Furthermore, there's a push toward greater material efficiency—minimizing the packaging material needed per unit of product. The future of the Liquid Packaging Machine is tied directly to the global movement toward a circular economy, requiring new methods to handle novel, eco-friendly container designs.
The next time you enjoy a pre-packaged drink or use a liquid cosmetic, spare a thought for the complex, automated processes of the Liquid Packaging Machine—the hidden engine that efficiently and reliably brings the world's essential liquids from the factory floor to your hand.

 English
English Español
Español عربى
عربى











Contact Us