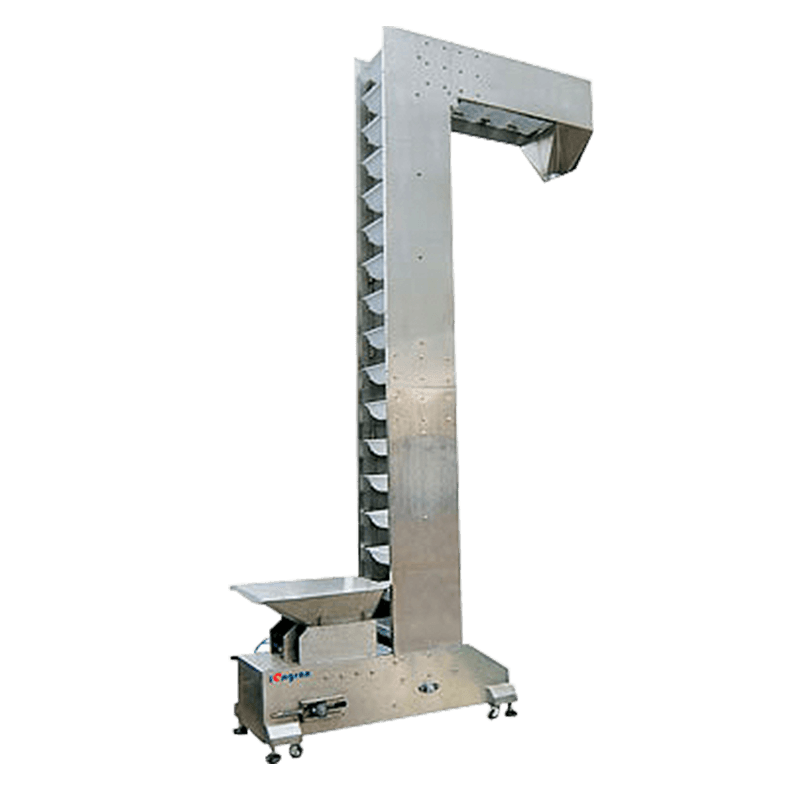
How a Chain Drive Bucket Elevator Works
A Chain Drive Bucket Elevator is a robust vertical conveying system designed to move bulk materials across significant heights. Unlike belt-driven versions, this system utilizes high-strength steel chains to pull the buckets upward. The process begins at the "boot" or the bottom section, where buckets scoop up material or receive it via a feed chute. These buckets are securely bolted to one or two strands of industrial chain. As the drive motor turns the head sprocket at the top, the chain pulls the buckets vertically to the head section, where centrifugal force or gravity discharges the material into an output spout. This mechanical design is specifically engineered for reliability in environments where a standard rubber belt might slip, stretch, or melt.
Centrifugal vs. Continuous Discharge
Depending on your material type, these elevators usually operate in one of two ways. Centrifugal discharge elevators run at higher speeds, "flinging" the material out of the buckets at the top. These are great for free-flowing materials like grain or sand. On the other hand, continuous chain-driven conveyors move more slowly, with buckets placed closely together so that the back of the preceding bucket acts as a chute for the one behind it. This is the preferred method for fragile materials that shouldn't be tossed or for extremely heavy, lumpy ores that require a steady, controlled release.
Key Advantages for Heavy Industrial Use
The primary reason to choose a Chain Drive Bucket Elevator over a belt-driven model is pure toughness. Chains can withstand much higher tension and are far more resistant to environmental stressors. In industries like cement production, mining, or fertilizer manufacturing, the materials being moved are often sharp, hot, or chemically aggressive. A chain-driven system doesn't just survive these conditions; it thrives in them. Because the chain is made of hardened steel links, it offers superior heat resistance, making it the only viable choice for moving clinker or hot ash directly from a furnace.
Comparison: Chain vs. Belt Systems
When deciding on a vertical conveyor, it helps to look at where the chain-driven system shines compared to the lighter-duty belt alternatives. Use the table below to evaluate the best fit for your facility.
| Feature |
Chain Drive Elevator |
Belt Drive Elevator |
| Max Temperature |
Up to 250°C+ |
Usually limited to 80°C - 120°C |
| Material Weight |
Heavy / Dense (Ores, Stones) |
Light to Medium (Grains, Powders) |
| Durability |
Extreme (Abrasion Resistant) |
Moderate (Prone to Tearing) |
| Maintenance |
Requires Lubrication |
Low (No Lube Needed) |
Maintenance Tips for Industrial Elevator Chains
To keep your Chain Drive Bucket Elevator running smoothly, a proactive maintenance schedule is essential. Because these systems handle the most punishing loads, the chain links and sprockets are subject to wear over time. If the chain becomes too loose, it can jump the sprocket, causing a catastrophic "pile-up" in the elevator housing. Regularly checking the tension and inspecting the bushings for signs of "elongation" (often called chain stretch) will prevent unexpected downtime. Proper lubrication is also key, though in some dusty environments, specialized dry lubricants are used to prevent abrasive paste from forming on the links.
Common Maintenance Checklist
- Inspect sprocket teeth for "hooking" or excessive wear patterns.
- Check bucket bolts to ensure they haven't vibrated loose during high-speed operation.
- Monitor the take-up unit at the boot to maintain correct chain tension.
- Listen for unusual metallic clicking sounds, which often signal a misaligned chain.
Why Height and Capacity Matter
When engineering a Chain Drive Bucket Elevator, the total height of the lift and the tons-per-hour (TPH) requirements dictate the size of the chain and motor. For extremely tall lifts, a double-strand chain is often used to distribute the load and provide a safety net; if one strand fails, the other can momentarily prevent the entire bucket string from falling. High-capacity industrial elevators can move hundreds of tons of material per hour, making them the literal backbone of processing plants. Choosing the right bucket shape—whether plastic for sticky materials or reinforced steel for abrasive rocks—is the final step in customizing the machine for peak efficiency.
In summary, the Chain Drive Bucket Elevator is the ultimate "heavy lifter" of the industrial world. Its ability to handle heat, weight, and abrasion makes it an indispensable tool for any facility dealing with tough bulk materials. With the right configuration and regular care, these machines can provide decades of reliable service.

 English
English Español
Español عربى
عربى











Contact Us